








Zhejiang Jinchang spring Co., Ltd.








-
Allotropic Spring0.00
-
Allotropic Spring0.00
-
Allotropic Spring0.00
-
Allotropic Spring0.00
-
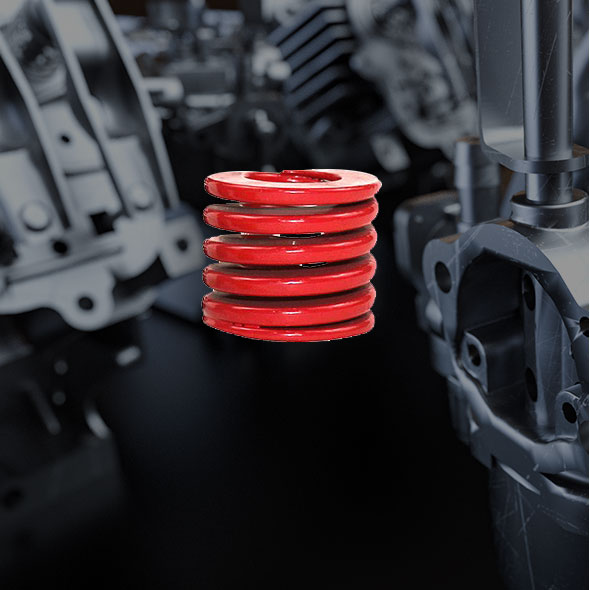
Compression Spring0.00
-
Compression Spring0.00
-
Compression Spring0.00
-
Compression Spring0.00
-
Compression Spring0.00
ABOUT Jinchang Spring
ABOUT US
Zhejiang Jinchang Spring Co., Ltd
Zhejiang Jinchang spring Co., Ltd. is located in Chengxi Industrial Zone, Zhuji City, the hometown of Xi Shi and a national excellent tourist city (company address: No. 8, Wangyun West Road, Chengxi Industrial Zone). Here, with beautiful mountains and rivers, beautiful and rich, and convenient transportation, Zhejiang Jiangxi railway, Hangzhou Jinhua and Wenzhou roads cross the territory. It is only 60 kilometers away from Hangzhou Xiaoshan International Airport. It is very convenient to come to Zhuji for business and tourism.
The company now has two factories, with a total plant area of more than 50000 square meters, fixed assets of 120 million yuan and more than 360 employees……

Welcome to our company
Certification & Honors
Certificates & Honors
-
 + Five good grass-roots party organizations
+ Five good grass-roots party organizations -
 + SAC/TC 235 certificate
+ SAC/TC 235 certificate -
 + Excellence Award
+ Excellence Award -
 + Qualified supplier certificate
+ Qualified supplier certificate -
 + Zhejiang science and technology small and medium-sized enterprises
+ Zhejiang science and technology small and medium-sized enterprises -
 + The third charitable naming fund
+ The third charitable naming fund -
 + Municipal industrial scale enterprise
+ Municipal industrial scale enterprise -
 + Railway product certification certificate
+ Railway product certification certificate


Why Choose Us
Our advantages
More than 45 years experience
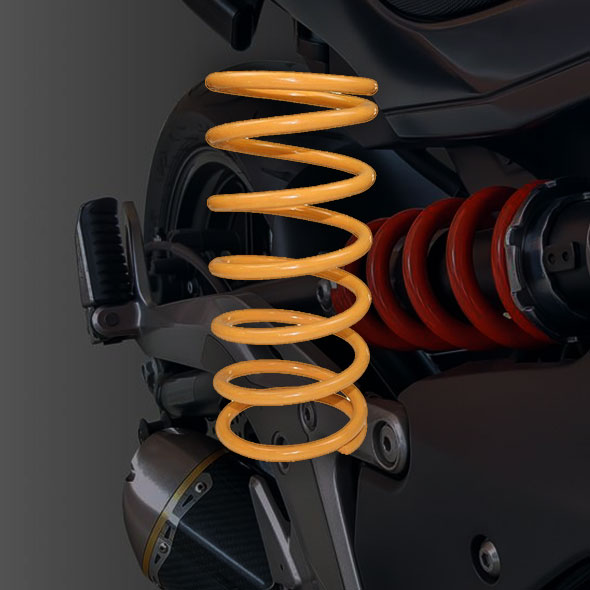
Compression coil spring, tension spring, torsion spring, snap spring, drum spring, disc spring, leaf spring, plane volute spring, diaphragm spring, wave spring, die spring, square flat steel spring, steel pagoda spring, suspension damping spring of various automobiles, motorcycles, brake chamber spring of trucks, large valve spring, power support and hanger spring……

The company now has two factories, with a total plant area of more than 50000 square meters and fixed assets of 120 million yuan.

Compression coil spring, tension spring, torsion spring, snap spring, drum spring, disc spring, leaf spring, plane volute spring, diaphragm spring

The company has passed ISO14000, ISO18000, German "TUV" ISO / TS16949-2009 international technical specification certification

The company has more than 360 employees, including 60 engineering and technical personnel
-
 + Workshop production site
+ Workshop production site -
 + Oil quenched steel wire production line
+ Oil quenched steel wire production line -
 + Automobile brake spring electrophoresis production line
+ Automobile brake spring electrophoresis production line -
 + Rolling stock spring spraying production line
+ Rolling stock spring spraying production line -
 + Surface phosphating and plastic spraying production line
+ Surface phosphating and plastic spraying production line -
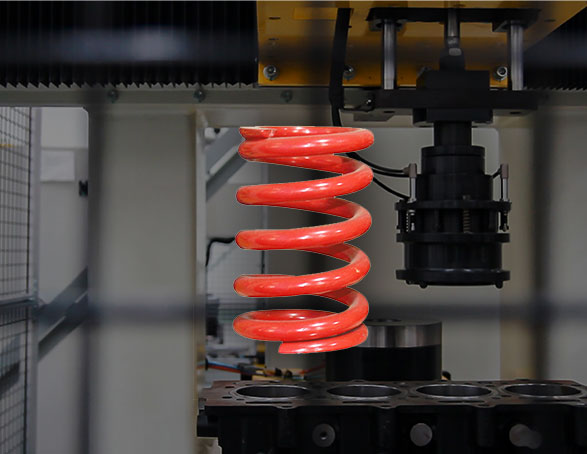
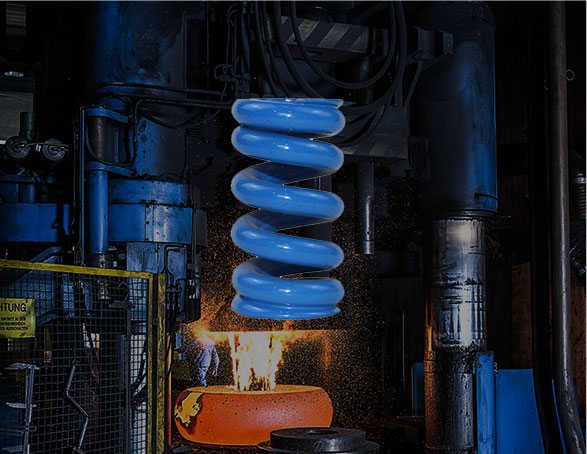
 + Automatic spring hot forming equipment
+ Automatic spring hot forming equipment -
 + Automatic image monitoring preloading sorting equipment
+ Automatic image monitoring preloading sorting equipment -
 + Passing shot peening machine made in Germany
+ Passing shot peening machine made in Germany -
 + High precision automatic temperature control heat treatment equipment
+ High precision automatic temperature control heat treatment equipment -
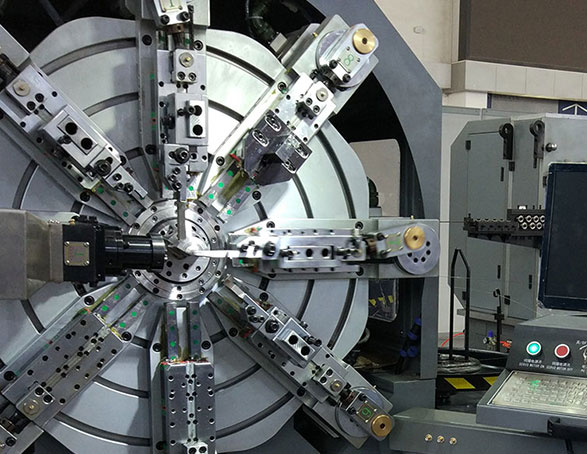
 + CNC imported special-shaped spring automatic forming equipment
+ CNC imported special-shaped spring automatic forming equipment -
 + CNC imported suspension spring cold forming equipment
+ CNC imported suspension spring cold forming equipment -
 + CNC imported suspension spring cold forming equipment
+ CNC imported suspension spring cold forming equipment -
 + CNC imported automatic compression spring forming equipment
+ CNC imported automatic compression spring forming equipment
Quick links
Contact
Online Message
Domestic mailbox:jinchang@zjspring.com
International mailbox:export@zjspring.com
Address: No. 8, Wangyun West Road, Zhuji City, Zhejiang Province
Customer message
Description:
Copyright: Zhejiang Jinchang spring Co., Ltd. 浙ICP备17002341号-1 Powered by 300.cn